- 333 W 4th St, Marion, IN 46952
- (765) 664-1478
- kerri.sweat@sss2020.com
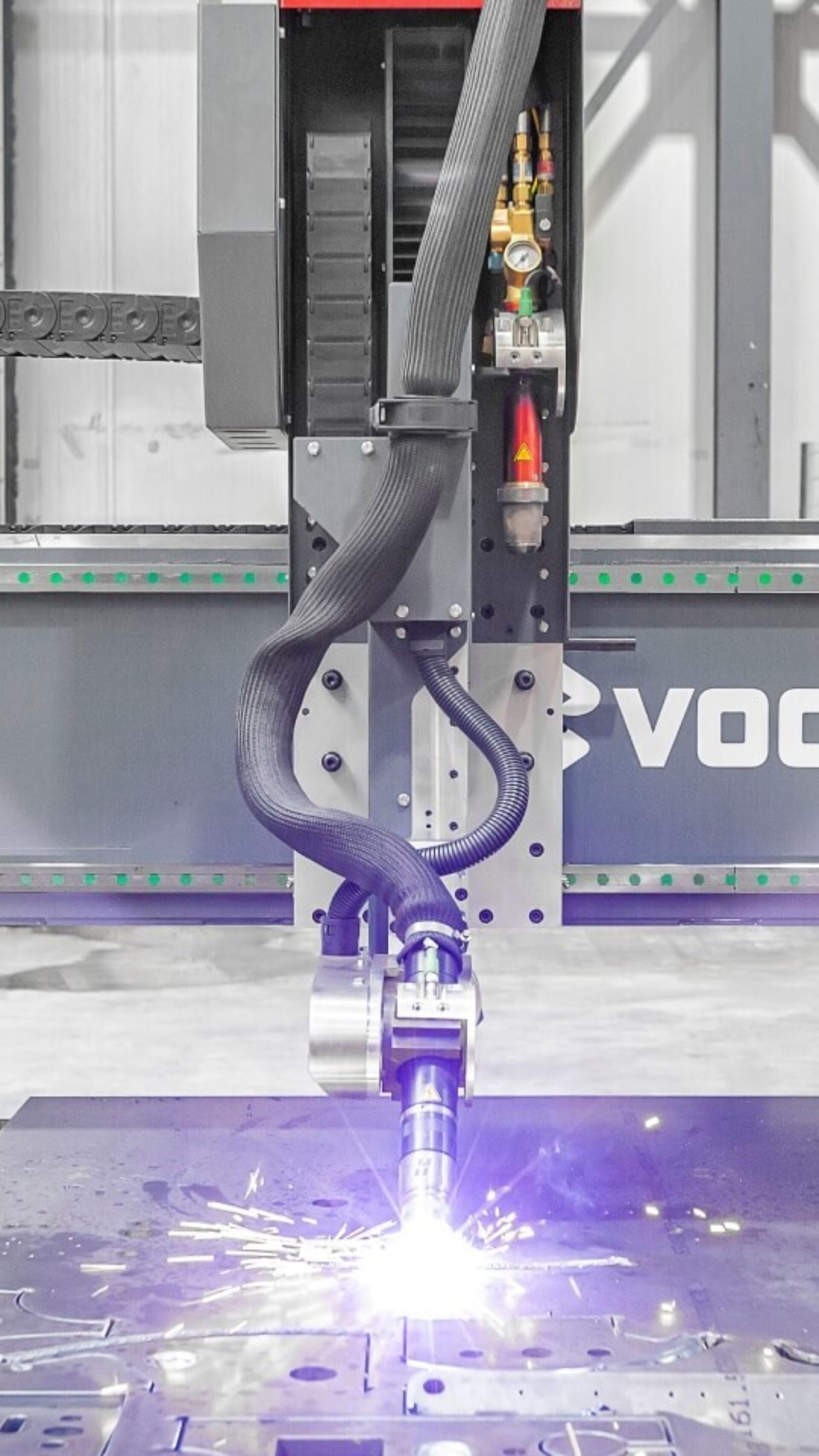
Brand-new Voortman V310 plate processing center with Hypertherm XPR300
plasma — drilling, milling, bevel cutting, and oxy-fuel in one automated system.

Structural Steel Services has invested in a brand-new Voortman V310 CNC plate processing center — commissioning in 2025. This machine is the most complete plate processing solution on the market, combining advanced automation with versatile, intelligently engineered cutting and milling capabilities. It seamlessly integrates CNC drilling, plasma cutting (Hypertherm XPR300), oxy-fuel cutting up to 200 mm (8"), bevel cutting, carbide milling, thread tapping, and marking — all in a single automated setup.
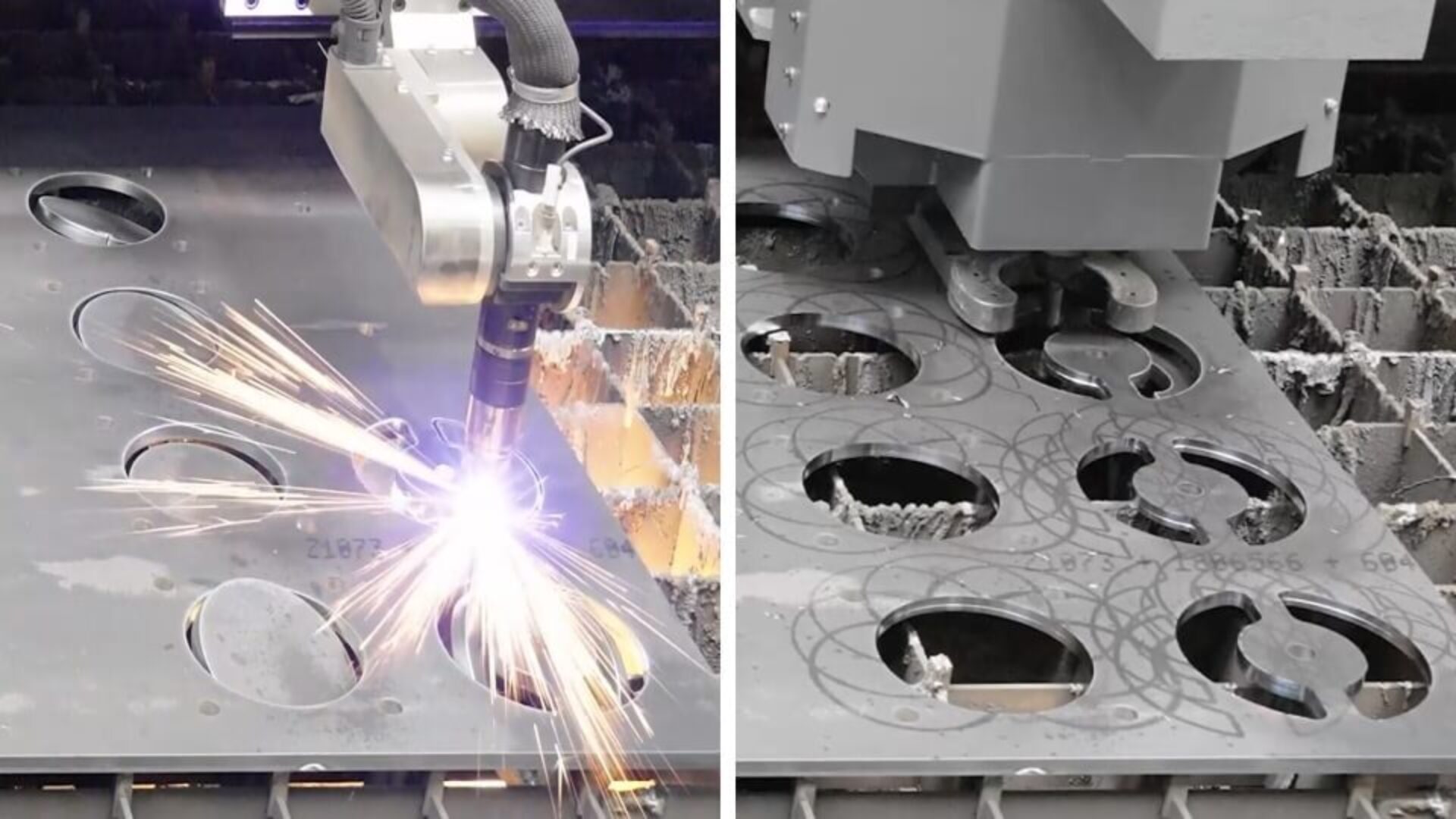
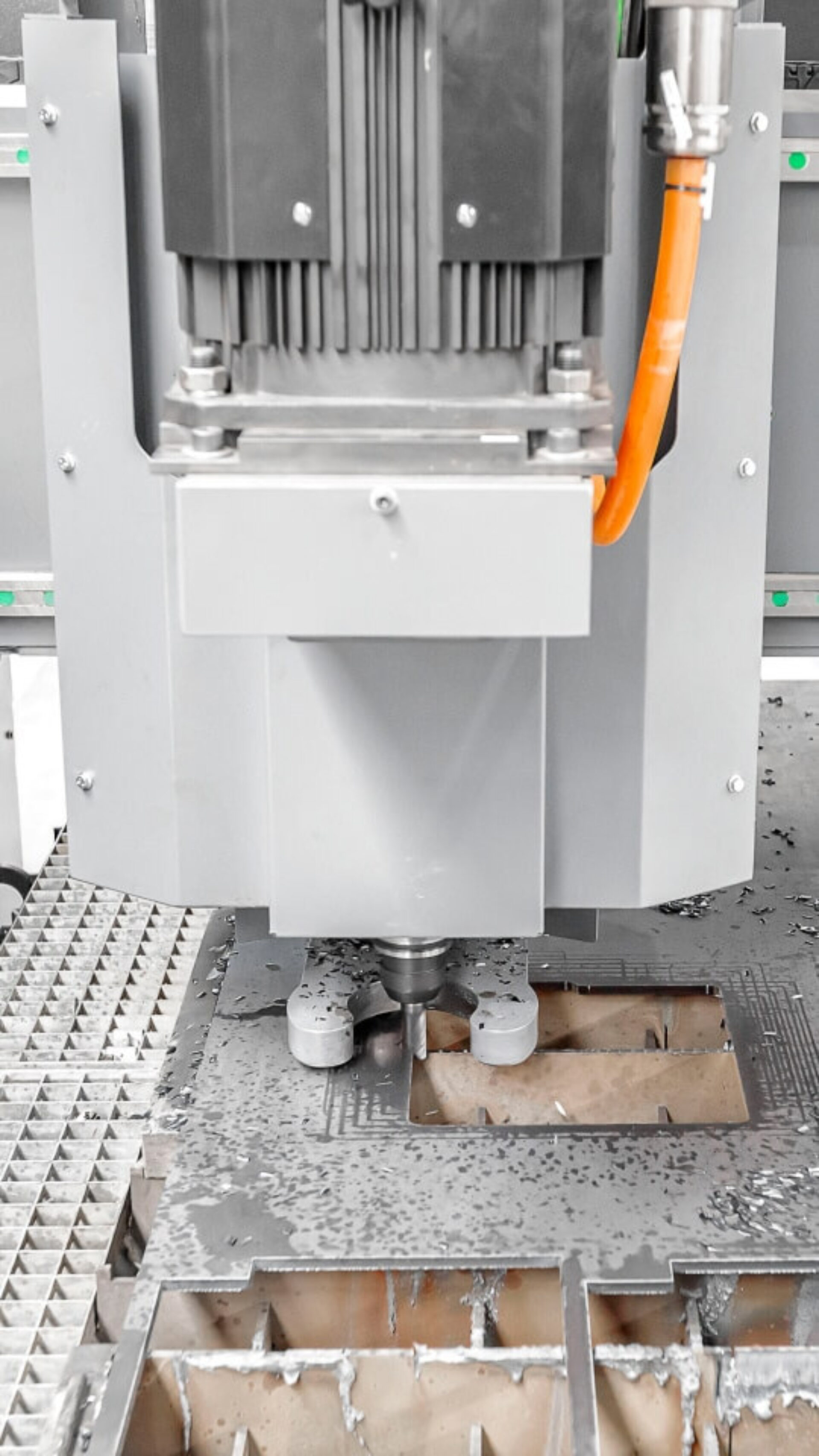
The V310 handles holes from 5 mm to 50 mm (0.2"–2") with threads up to M30, and processes plates from 2 m to 30 m in length. Its Hybrid Milling technology automatically chooses between plasma cutting and milling for optimal speed and edge quality. Xtensive Bevel Technology delivers automated weld-prep bevels without calibration samples. The integrated 28-tool automatic changer (8-position gantry-mounted + 20-position stationary), VACAM vacuum scheduling software, and real-time dashboard insights enable true unmanned, lights-out production. The V310 is compatible with LogicSteel CADCAM and SigmaNEST nesting software, and receives NC data directly from our in-house SDS2 detailing department.

The V310 is equipped with a Hypertherm XPR300 X-Definition plasma system delivering consistent cut quality at ISO Range 2 on thin materials and ISO Range 3 on thicker plates. The XPR300 provides precision plasma cutting on mild steel, stainless steel, and aluminum with a 50 mm (2") pierce capacity using argon assist and 45 mm (1-3/4") oxygen-assist piercing. Vented Water Injection (VWI) technology enables superior cut quality on aluminum. The power supply is WiFi-enabled for mobile monitoring of system performance and diagnostics. Cutting gas is Chemtane, with oxygen for oxy-fuel operations.
| Working Width | 2.0 – 3.0 m (6.5 – 10 ft) |
| Working Length | 4 – 30 m (13 – 100 ft) |
| Cutting Speed | 0 – 7,000 mm/min |
| Rapid Traverse | 20,000 mm/min |
| Max Cut Thickness (Oxy-Fuel) | 200 mm (8") |
| Max Drill Thickness | 200 mm (8") |
| Drill Diameter | 5 – 40 mm (3/16" – 2") |
| Thread Tapping | M6 – M30 |
| Drill Holder | SK 40 |
| Max Torque | 405 Nm |
| Drilling Speed | 0 – 3,500 rpm (stepless) |
| Main Tool Changer | 8 tools (gantry-mounted) |
| Additional Tool Changer | 20 tools (stationary) |
| Total Tool Capacity | 27 – 28 tools |
| Plasma (Bevel) Torches | 1 |
| Oxy-Fuel Torch | 1 (optional) |
Every project begins with a thorough review of structural drawings and specifications. Our CAD engineering team models the entire structure in SDS2 3D modeling software, designing connections that balance structural integrity with fabricability. The SDS2 model directly generates NC code for the V310 — no manual programming, no translation errors. This digital thread from model to machine ensures every plasma-cut gusset plate, drilled base plate, and oxy-fuel cut section matches the design exactly. The result is steel that fits perfectly in the field, reducing erection time and eliminating costly rework.
The V310 platform supports several upgrade paths to expand capability as your needs grow:


Structural Steel Services is an AISC Certified steel fabricator, meeting the highest industry standards for quality and craftsmanship.